Blow-out Proof Design of O-ring in Valve Sealing
Rubber O-ring is frequently used for the purpose of sealing in hydraulic and pneumatic system due to its simple structure, light weight, low cost, convenient installation and disassembly, and especially high sealing performance.
Reasons of O-ring blowing out
As the most extensively used sealing element, O-ring can meet requirements of various media and working conditions if the material is selected correctly, but it will cause seal failure if the O-ring is used in an improper way.
In general, the reasons of O-ring blowing out are as follows.
- The dimension of O-ring groove is out of tolerance, which causes insufficient compression deformation of O-ring after installation and further affects its sealing performance. Generally, the dynamic seal interference is controlled at 10% to 15% and compression ratio is controlled at about 70%, the static seal interference is controlled at 15% to 25% and compression ratio is controlled at about 80%. Insufficient groove depth will cause O-ring to come out of the groove if the external force is large.
- The nominal size of the O-ring differs too much from the actual installation size, making it work under the condition of reduced cross-sectional size after stretching and resulting in insufficient compression, which leads to leakage.
- The inlet where O-ring is installed must be filleted smoothly, otherwise, O-ring is easy to be scratched, thus causing leakage.
- O-ring with 180° parting surface should not be selected for radial seal as far as possible, otherwise, the parting surface may be placed on the sealing belt, leading to leakage.
- The solubility with the medium must be considered when selecting O-ring, so as to avoid the seal failure caused by the erosion of O-ring material by the working medium.
- The roughness of the groove and the sealing surface can also affect the sealing performance of O-ring.
There is no breakage of O-ring after the faulty butterfly valve is disassembled. The stem is designed with chamfer at the installation position, which is confirmed that there is no scratch on O-ring, and the parting surface of O-ring is 180° when referring to design drawings. The finish of stem groove and body conical surface is required to be Ra0.8 and it meets the design requirement after measurement. The roughness of stem groove is tightened to Ra0.4, and the inner cone of the valve body is ground to Ra0.4. However, the valve is still not be sealed after reassembly and testing. When the inlet pressure continues to rise to 10MPa, the O-ring blows out. Subsequently, the depth of O-ring groove is appropriately increased. The problem of O-ring blowing out has been solved, but the product can not be sealed.
The series analysis indicates that the design of the sealing structure is unreasonable and the seal can not be realized under the condition of reasonable interference. Therefore, the design structure is redesigned and upgraded.
Original sealing structure
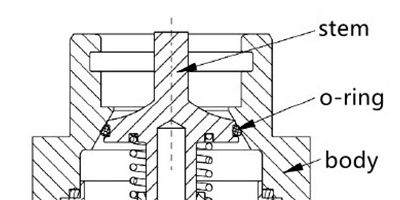
The above figure is the sealing structure design before upgrading. Under the action of spring force, stem contacts conical surface of the valve body and O-ring is compressed, thus sealing is achieved. It can be seen from the figure that because of the large bore size and flow rate and in order to ensure the required flow area, prevent throttling at the conical surface of valve body and the maximum outer circle of stem, and ensure the sufficient interference of O-ring, the stem groove is designed to be shallow, resulting in O-ring blowing out with the increase of pressure during reverse ventilation and further making valve losing its working performance.
Sealing structure after upgrading
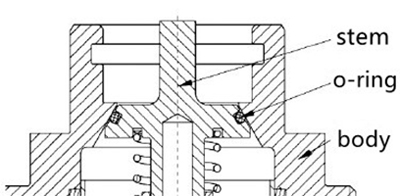
In order to solve the problem mentioned above, the sealing structure is redesigned and improved. O-ring and metal conical seal are still adopted, however the position of O-ring groove is changed as the above figure. O-ring groove is designed on the conical surface of the stem instead of the outer circle, which significantly increases the axial force area of O-ring when ventilating. Additionally, the volume and weight keep the same and only the stem needs to be changed, which is both economical and effective. The test result meets the design expectation after adopting the new structure, perfectly solving the problem of O-ring blowing out.
Structure upgrading effectively solves the problem of O-ring blowing out, greatly improving valve’s performance stability. Although as the most common used sealing element, O-ring can be used as dynamic seal as well as static seal, and it can not only be used alone but be the basic component of the combined sealing device. However, it should be used flexibly according to specific working conditions.